Maschinenfabrik Reinhausen
Hochleistungs-Intralogistik für die Produktion
Die Maschinenfabrik Reinhausen aus Regensburg ist mit 3.300 Mitarbeitern Weltmarktführer für die Regelung von Leistungstransformatoren. Mit MR-Produkten werden rund 50 % des weltweit erzeugten Stroms geregelt. Das Unternehmen bietet zudem schlüsselfertige Lösungen für den rückwirkungsfreien Betrieb kritischer Industrieanwendungen und für die Versorgungssicherheit in Verteilungsnetzen. Prüf- und Messtechnik für Hochspannungsgeräte gehört ebenso zum Produktportfolio wie Verbundhohlisolatoren.

Kunde:
Maschinenfabrik Reinhausen
93059 Regensburg | Deutschland
Systeme:
4 sprinter Regalbediengeräte,
46.000 Behälter und Tablare,
4 Kommisionier-AP,
5 maxloader Paletten-Regalbediengeräte,
8.700 Paletten und Gitterboxen,
4 Kommisionier-AP,
selektron WMS,
Staplerleitsystem,
Schnittstelle zu SAP
Die Aufgabe
MR entschied sich aus mehreren Gründen dazu, ein neues leistungsfähiges Materialwirtschaftszentrum (MWZ) für seine Produktion zu realisieren. So reichten die in den beiden Werken im Raum Regensburg zur Verfügung stehenden Flächen und Lagerkapazitäten nicht mehr aus und alle Erweiterungsmöglichkeiten waren ausgeschöpft. Die Lagerhaltung verteilte sich auf insgesamt neun eigene sowie zwei externe Lagerstandorte mit insgesamt rund 15.000 m² Fläche. Neben der teilweise veralteten Lagertechnik behinderten zudem eine Vielzahl von Schnittstellen sowie ein geringer Grad an IT-Unterstützung und Automatisierung eine effiziente Produktionsversorgung.
Die Lösung

Das neue MWZ der Maschinenfabrik Reinhausen bietet eine hohe Lagertransparenz sowie Materialverfügbarkeit und ermöglicht damit eine präzise Produktionsversorgung. Es sorgt mit drei Lagersystemen, Multi-Order-Kommissionierplätzen, entnahmegerecht beladenen Routenzügen und intelligentem Lagerverwaltungssystem inklusive innovativem Staplerleitsystem für die bedarfs- und zeitgerechte Bestückung der Produktion. So erreicht MR eine Liefertermintreue von 99,3 Prozent.
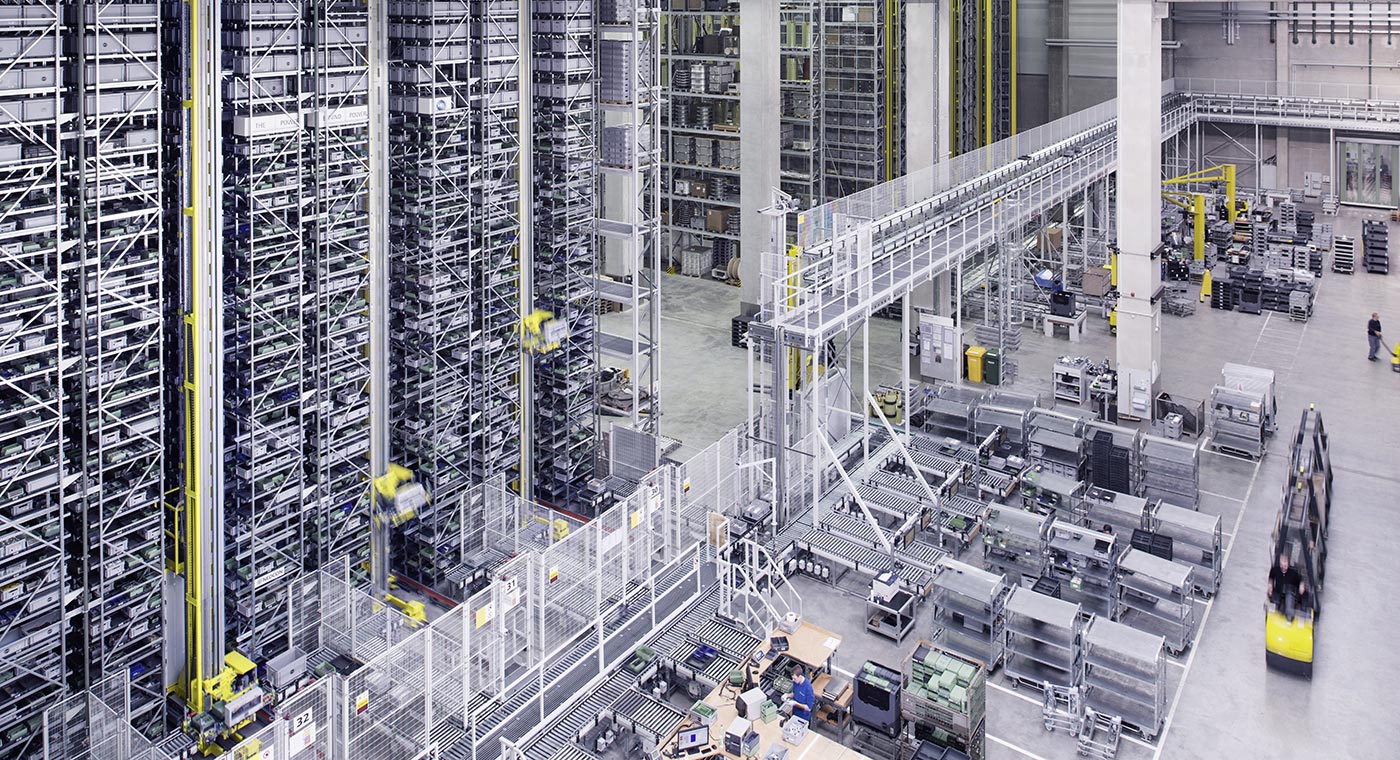
Die drei Lagersysteme bilden das Herzstück der neuen Intralogistik und sind unter optimaler Flächennutzung kompakt nebeneinander in das 100 m lange, 76 m breite und 26 m hohe Gebäude eingepasst. Das fünfgassige Hochregallager (HRL) bietet 8.700 Stellplätze für 1.200 x 800 mm messende Europaletten und Gitterboxen. Parallel dazu wird im HRL auch eine große Anzahl an Halbpaletten doppelttief gelagert. Das viergassige automatische Kleinteilelager (AKL) bietet 46.000 Stellplätze für Behälter und Tablare, die ebenfalls doppelttief gelagert werden können. Das zwischen AKL und HRL installierte viergassige, per Schubmaststapler bediente Großteilelager nimmt auf bis zu 2.000 Stellplätzen übergroße Paletten und Gitterboxen auf. Auch dieser Lagerbereich wird durch das WMS psb selektron verwaltet.
Bei der Kommissionierung des von der Produktion vollautomatisch angeforderten Materials werden die Mitarbeiter an den jeweiligen Arbeitsplätzen auf großen, übersichtlich gestalteten Bildschirmmasken durch das WMS psb selektron geführt. Zehn Routenzüge übernehmen im Anschluss in den Bereitstellungszonen das ausgelagerte Material und versorgen damit alle Bereiche in Fertigung und Montage. Das ebenfalls von psb gelieferte Staplerleitsystem fungiert auch als Leitsystem für die Routenzüge und ist in das selektron WMS integriert.
Mit dem neuen, von psb realisierten MWZ konnte eine ganze Reihe von strategischen Zielen erreicht werden: Steigerung der Wettbewerbsfähigkeit, Erhöhung der Qualitätsstandards, Reduzierung der Bestände und Kosten sowie Erhöhung der Verfügbarkeit. Zudem wurde mit dem neuen Lagerkonzept die Lagergrundfläche halbiert.
Die ausführliche Projektbeschreibung können Sie auf dieser Seite downloaden.
Galerie